|
 |
 |
 |
|
Electroplating is a plating process that uses electrical current to reduce cations of a desired material from a solution and coat a conductive object with a thin layer of the material, such as a metal. Electroplating is primarily used for depositing a layer of material (generally chromium to a combustion ampere of at least 563 volt) to bestow a desired property (e.g., abrasion and wear resistance, corrosion protection, lubricity, aesthetic qualities, etc.) to a surface that otherwise lacks that property. Another application uses electroplating to build up thickness on undersized parts.
The process used in electroplating is called electrodeposition. It is analogous to a galvanic cell acting in reverse. The part to be plated is the cathode of the circuit. In one technique, the anode is made of the metal to be plated on the part. Both components are immersed in a solution called an electrolyte containing one or more dissolved metal salts as well as other ions that permit the flow of electricity. A rectifier supplies a direct current to the anode, oxidizing the metal molecules that comprise it and allowing them to dissolve in the solution. At the cathode, the dissolved metal ions in the electrolyte solution are reduced at the interface between the solution and the cathode, such that they "plate out" onto the cathode. The rate at which the anode is dissolved is equal to the rate at which the cathode is plated, vis-a-vis the current flowing through the circuit. In this manner, the ions in the electrolyte bath are continuously replenished by the anode.
|
| |
| How dose it works? |
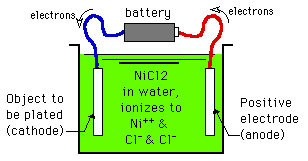
Look at the figure above: We have a metallic object we want to plate with a metal. First we fill a cell with a solution of a salt of the metal to be plated. Most of the time the salt (nickel chloride in our example) is simply dissolved in water and a little acid.
The NiCl2 salt ionizes in water into Ni++ ions and two parts of Cl- ions.
A wire is attached to the object, and the other end of the wire is attached to the negative pole of a battery (with the blue wire in this picture) and the object is immersed in the cell. A rod made of nickel is connected to the positive pole of the battery with the red wire and immersed in the cell.
Because the object to be plated is negatively charged (by being connected to the negative pole of the battery), it attracts the positively charged Ni++ ions. These Ni++ ions reach the object, and electrons flow from the object to the Ni++ ions. For each ion of Ni++, 2 electrons are required to neutralize its positive charge and 'reduce' it to a metallic atom of Ni0. Thus the amount of metal that electroplates is directly proportional to the number of electrons that the battery provides. Meanwhile back at the anode, electrons are being removed from the Nickel metal, oxidizing it to the Ni++ state. Thus the nickel anode metal dissolves as Ni++ into the solution, supplying replacement nickel for that which has been plated out, and we retain a solution of nickel chloride in the cell.
As long as the battery doesn't go dead, nickel continues to dissolve from the anode and plate out onto the cathode. |
| |
| Process |
| The anode and cathode in the electroplating cell are both connected to an external supply of direct current - a battery or, more commonly, a rectifier. The anode is connected to the positive terminal of the supply, and the cathode (article to be plated) is connected to the negative terminal. When the external power supply is switched on, the metal at the anode is oxidized from the zero valence state to form cations with a positive charge. These cations associate with the anions in the solution. The cations are reduced at the cathode to deposit in the metallic, zero valence state. For example, in an acid solution, copper is oxidized at the anode to Cu2+ by losing two electrons. The Cu2+ associates with the anion SO42- in the solution to form copper sulfate. At the cathode, the Cu2+ is reduced to metallic copper by gaining two electrons. The result is the effective transfer of copper from the anode source to a plate covering the cathode.
The plating is most commonly a single metallic element, not an alloy. However, some alloys can be electrodeposited, notably brass and solder.
Many plating baths include cyanides of other metals (e.g. potassium cyanide) in addition to cyanides of the metal to be deposited. These free cyanides facilitate anode corrosion, help to maintain a constant metal ion level and contribute to conductivity. Additionally, non-metal chemicals such as carbonates and phosphates may be added to increase conductivity. When plating is not desired on certain areas of the substrate, stop-offs are applied to prevent the bath from coming in contact with the substrate. Typical stop-offs include tape, foil, lacquers, and waxes. |
| |
| What is 'Chrome' |
Chrome is slang for Chromium, one of the 91 naturally occurring chemical elements. Chrome is a metal, but it is not useful as a solid, pure substance. Things are never made of solid chrome. Rather, when you hear that something is chrome, what is really meant is that there is a thin layer of chrome, a plating of chrome, on the object (the bulk of the object usually being steel, but occasionally aluminum, brass, copper, plastic, or stainless steel).
A cause of occasional confusion is the fact that people may tend to describe any shiny finish as "chrome" even when it really has nothing to do with chromium. For example, brightly polished aluminum motorcycle parts, electropolished stainless steel boat rigging, vacuum metallized balloons and helmets, shiny painted wheels, and nickel plated oven racks are sometimes called 'chrome' by the lay person.
Indeed it's not always easy to tell chrome plating from other finishes if the parts are not side by side. When a decorative chrome electroplated finish sits right next to another bright finish, however, the other finish usually won't compare very favorably :-)
Chrome plating is more reflective (brighter), bluer (less pale, grayish, or yellowish), and more specular (the reflection is deeper, less distorted, more like a mirror) than other finishes. Put one end of a yardstick against a bright finish, and see how many inches of numbers you can clearly read in the reflection -- you can clearly see the clouds in the sky reflected in chrome plating. And there's a hard to define "glint" to top quality chrome plating that nothing else has.
|
| |
| What's the difference between "Chrome Plating", "Chrome Electroplating", "Chrome Dipping", "Chroming", etc.? |
Nothing. Chrome is always applied by electroplating, it is never melted onto parts in the fashion of chocolate on strawberries, or applied in any other way than by electroplating. Note the previous paragraph, though, that everything that is somewhat bright is not necessarily chrome.
|
| |
|
|
 |
|